المكونات الرئيسية
1. آلية الرأس،
2. موزع ذو ثمانية فتحات،
3. آلية الذيل،
4. نظام التبريد،
5. آلية إزالة القوالب الهوائية وتحويل السبائك
معلمات المنتج
| المواصفات الفنية | |
| نموذج المعدات | SL06-Q2B-SB-8/20 |
| القدرة السنوية | 3000 طن |
| هيكل الفرن | فرن مشترك ذو جسمين (فرن صهر واحد وفرن تثبيت واحد) |
| خيوط من قضيب الصب | 6 |
| قطر قضيب الصب | φ8mm~φ20mm |
| السرعة التصاعدية | 0 ~ 2600 مم / دقيقة |
| الملعب التصاعدي | 3 ~ 6 مللي متر قابل للتعديل |
| تردد الجر | 0 ~ 800 / دقيقة |
| طريقة الجر | محرك سيرفو واحد |
| ساعات العمل في السنة | 7920 ساعة |
| تناول مواصفات الملف | φ900×φ1550×800 (مم) |
| وزن التناول | ≥3000 كجم |
| الفولطية | 380 فولت، 50 هرتز |
| القدرة المثبتة | 325 كيلو فولت أمبير |
| سرعة ذوبان النحاس | 400 كجم/ساعة |
| القوة القصوى | 180 ~ 200 كيلو واط |
| استهلاك طن واحد من قضبان النحاس | 1) الكهرباء: 50350 كيلووات ساعة/طن |
| 2) الفحم: 15 كجم | |
| تناول الطريقة | اللف التلقائي والعبور |
| تغذية المواد | يتم تغذية لوحة الكاثود بواسطة الكابولي الكهربائي |
| طريقة القيادة لنظام الصب التصاعدي | يتم تشغيله بواسطة محركات مؤازرة AC ومن خلال مخفض تروس الكوكب الدقيق.عمود المفصل الصلب يجعل أسطوانة الجر مدفوعة بالنوبات.يتم تشغيل بكرات الجر بواسطة حزام تروس في الطور دون انقطاع. |
| طريقة المشبك لصب قضبان النحاس إلى أعلى | يتم الضغط عليه بواسطة اسطوانة هوائية |
| طريقة التحكم بمحرك سيرفو | يتم التحكم بها عن طريق شاشة تعمل باللمس |
| تشغيل الفرن الكهربائي | منظم الجهد الكهربائي (مع توازن ثلاثي الطور) |
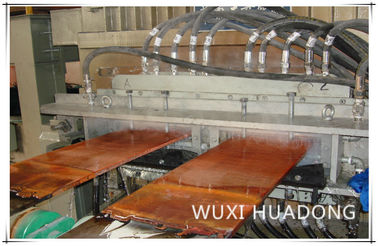
وصف المنتج
آلة الصب المستمر Up Ward هي تقنية جديدة لإنتاج قضبان النحاس والأنابيب والبليت المسطح الخالية من الأكسجين بطول إعادة الترطيب.lts إنتاج قضبان وملامح نحاسية خالية من الأكسجين وتتميز بموصلية عالية و
محتوى منخفض من الأكسجين.قارن مع بعض التكنولوجيا التقليدية.هذه الطريقة الجديدة منخفضة في استثمار رأس المال، وسهلة التشغيل، واقتصادية في الإنتاج.كوليتي عالية في
الإنتاج، ومرنة في تغيير حجم الإنتاج لا يؤثر على البيئة.
كاثود النحاس (اللوحة) ← فرن الحث (ذوبان النحاس ← الاختزال ← عقد النحاس المصهور) ← الصب
قضيب صب الآلية (يتبلور النحاس ويصبح صلبًا) → الاستلام → إنتاج البيع لمزيد من العملية.
Ⅰ..المعلمات الفنية الرئيسية للمعدات
| 1 | فرن الصهر: | |
| 1.1 | السعة الإجمالية للفرن | 5.0 طن |
| 1.2 | القدرة الفعالة للفرن | 2.5 طن |
| 1.3 | جهد الفرن | 380 فولت |
| 1.4 | قوة الفرن | 600 كيلو واط |
| 1.5 | معدل الانصهار | 2 طن/ساعة |
| 1.6 | عامل القدرة بعد التعويض: | 0.95-1.0 |
| 1.7 | عدد المراحل وطريقة اتصال المحث: |
اتصال سلسلة على مرحلة واحدة |
| 1.8 | القدرة المقدرة للمحول: |
محول ذاتي مبرد بالماء 900 كيلو فولت أمبير (خط وارد 380 فولت، ثلاثي الطور، |
| 1.9 | وضع التبريد لفائف: | تبريد المياه |
| 1.10 | استهلاك مياه التبريد: | 5 م3/ح |
| 1.11 | الحد الأقصى لدرجة حرارة الفرن: | 1500 درجة مئوية |
| 2 | عقد قسم الفرن |
|
| 2.1 | القدرة الفعالة للفرن: | 4.0 طن |
| 2.2 | قدرة الصب الفعالة: | أقل من 85 ديسيبل |
| 2.3 | الفولطية: | 380 فولت |
| 2.4 | القوة المصنفة : | 250 كيلو واط |
| 2.5 | القدرة المقدرة للمحول: |
محول ذاتي مبرد بالماء بقدرة 400 كيلو فولت أمبير (380V الخط الوارد، ثلاث مراحل، تنظيم الجهد المتدرج بدون تحميل). |
| 2.6 | عامل القدرة بعد التعويض: | 0.95-1.0 |
| 2.7 | دقة التحكم في درجة الحرارة: | ±8 درجة مئوية |
| 2.8 | الحد الأقصى لدرجة حرارة الفرن: | 1300 درجة مئوية |
| 2.9 | وضع تبريد الملف: |
تبريد المياه |
| 3 | قالب | |
| 3.1 | عرض | 330- 500 ملم |
| 3.2 | سماكة | 16-20 ملم. |
| 3.3 | مادة | 1Cr18Ni9Ti من الفولاذ المقاوم للصدأ، مبطن بجلبة نحاسية (مصنوعة من نحاس T2) |
| 4 | جهاز تبريد ثانوي | |
| 4.1 | استهلاك الماء: | 3 م ³/ ساعة |
| 4.2 | ضغط المياه: | 0.2-0.3 ميجا باسكال |
| 5 | آلة السحب | |
| 5.1 | الحد الأقصى لقوة الدفع والسحب: | 50 كيلو نيوتن |
| 5.2 | سرعة: | سرعة: |
| 5.3 | الحد الأدنى لنطاق السكتة الدماغية: |
0.1 ملم |
| 5.4 | أقصر زمن الانتظار | 0.01 ثانية |
| 5.5 | محرك سيرفو يعمل بالتيار المتردد: | محرك سيمنز (11 كيلو واط) |
| 5.6 | سرعة الدوران المقدرة للمحرك: | 3000r/دقيقة |
| 5.7 | عزم الدوران الثابت: | △Tw= 60K Mo (عند 60) 70N-M |
| 6 |
آلة القص العلوية الهيدروليكية ذات البليت المزدوج:
|
|
| 6.1 | قوة القص: | 600 كيلو نيوتن |
| 6.2 | سمك القص: | 20 ملم |
| 6.3 | عرض القص: | 500 ملم |
| 6.4 | سرعة القص: |
0-5 ملم/ثانية |
| 6.5 | السكتة الدماغية القص: | 80 ملم |
| 6.6 | أقصى شوط متابعة لآلة القص: | 200 ملم |
| 7 | وحدة آلة اللف | |
| 7.1 | قوة: | 5.5 كيلو واط |
| 7.2 | سرعة الدوران: | 1420r/دقيقة |
| 7.3 | السكتة الدماغية النزوح Coiler: | 800 ملم |
| 8 | محطة هيدروليكية | |
| 8.1 |
قوة المحرك للمحطة الهيدروليكية لفرن الصهر وفرن الإمساك:
|
2 × 7.5 كيلو واط |
| 8.2 | قوة المحرك للمحطة الهيدروليكية لآلة السحب: | 2 × 7.5 كيلو واط |
| 8.3 | قوة المحرك للمضخة الهيدروليكية لآلة القص العلوية: |
2 × 11 كيلو واط
|
| 8.4 | قوة المحرك للمضخة الهيدروليكية لآلة اللف: | 2 × 7.5 كيلو واط |
Ⅱ.العملية
التحميل (يجب أن تكون المرتجعات مكدسة) ← فرن الصهر ← التحليل الكيميائي ← تسخين المغسلة المختومة ← جهاز التبلور ← التبريد الأولي ← التبريد الثانوي ← آلة السحب ← آلة القص ← آلة اللف
اختيار المواد الخام وفقًا لوثيقة العملية، وتحديد إجراء التغذية وفقًا لنقاط انصهار العناصر المعدنية، ونسب عبء الفرن، وصعوبة خسائر حرق الأكسدة، وشحن المواد الخام إلى فرن الصهر؛عند الصهر، أضف سماكة معينة من عامل التغطية إلى الفرن، والتي يجب استكمالها في الوقت المناسب؛عندما يصل النحاس المنصهر داخل الفرن إلى درجة حرارة التنصت، قم بإجراء اختبار معملي لتكوين النحاس المنصهر داخل الفرن؛قبل النقر، قم بتنظيف الكلنكر الموجود في النحاس المنصهر تمامًا؛بعد النقر على كل فرن، احتفظ بحوالي 800 كجم من النحاس المنصهر داخل الفرن، ككتلة البداية.قم بنقل النحاس المنصهر (المصهور والمعدل جيدًا في غرفة الصهر) من خلال المغسلة المختومة إلى فرن التثبيت، والتحكم في درجة حرارة النحاس المنصهر، والحفاظ على النحاس المنصهر داخل فرن التثبيت عند درجة حرارة الصب وفي نطاق مستوى معين.تحت تأثير المستوى، يتدفق النحاس المنصهر إلى جهاز التبلور، ويتم تبلوره إلى قطعة نحاس من النوع اللوحي من خلال التبريد الأولي بواسطة جهاز التبلور.تحت السحب المستمر بواسطة آلة السحب، يتم تشكيل لوحة البليت بالشكل المطلوب.يتم تركيب نظام التبريد الثانوي عند مخرج اللوحة، ومعدل تدفق مياه التبريد قابل للتعديل.الغرض الرئيسي من اعتماد تدابير التحكم هذه هو ضمان درجة حرارة التبلور وكذلك استقرار معلمات العملية، وذلك لضمان جودة المنتج.يتم تحقيق سحب كتلة الشريط عن طريق الساحب، ويمكن تعديل وقت السحب والتوقف والدفع العكسي بواسطة الساحب بشكل مستمر.يجب تحديد معلمة التحكم المثالية وتعديلها في الوقت المناسب وفقًا للمواد المختلفة والمواصفات المختلفة وظروف جودة السطح.يتم التحكم في الرسم عن طريق برنامج PLC، مما يحقق الإجراءات الدورية للسحب، والتوقف، والدفع العكسي.
![]()
![]()
![]()
Ⅲ.المواصفات
1. أنواع مواصفات الصب
* تنوع الإنتاج: شريط سبائك النحاس (Cu-Ni).
2. مواصفات ملف المنتج النهائي
2.1 عدد القطع: 1 شريط
2.2 عرض الخام: 380 مم -500 مم
2.3 سمك الخام: 60 مم
2.4 القطر الداخلي للملف: الحد الأدنى Φ 600-800mm
2.5 القطر الخارجي للملف: الحد الأقصى Φ1800mm
2.6 الحد الأقصى لوزن الملف: الحد الأقصى: 6000 كجم
3. ضمان قيمة فرق سمك البليت
3.1 اختلاف السماكة العرضية للخام: <0.75 مم - 0.3 (بعد تعديل القالب)
3.2 اختلاف السماكة الطولية للخام: <0.3 مم (بعد تعديل القالب)
3.3 متوسط استهلاك الطاقة للصهر بواسطة فرن الصهر: 250-380 كيلووات ساعة/طن
3.4 متوسط استهلاك الطاقة للحفاظ على درجة الحرارة عن طريق عقد الفرن: 50-80kwh/t
3.5 الحد الأقصى لقوة الدفع والسحب: 50 كيلو نيوتن
3.6 نطاق سرعة الدفع والرسم: 1.5-70 مم/ ثانية
3.7 متوسط سرعة الصب القصوى: 300 مم/ دقيقة
3.8 أقصى قوة قص للقص الهيدروليكي: 600 كيلو نيوتن
3.9 سرعة اللف لجهاز اللف: 750mm/min
Ⅳ.قائمة أجزاء المعدات
| لا. | اسم الجهاز | وحدة | الكمية |
| 1 | فرن الصهر بالحث بتردد الخط (بما في ذلك أخدود الصهر وبطانة مواد البناء) | تعيين | 1 |
| 2 | قلب حديدي وسترة مائية ولفائف فرن الصهر | تعيين | 1 |
| 3 | تنديش | تعيين | 1 |
| 4 | فرن الحث بالتردد الخطي (بما في ذلك أخدود الصهر ومواد البناء المبطنة) | تعيين | 1 |
| 5 | قلب حديدي وسترة مائية وملف لفرن التثبيت | تعيين | 1 |
| 6 | قالب لبطانة البناء | تعيين | 1 |
| 7 | متبلور | تعيين | 2 |
| 8 | قالب الجرافيت | تعيين | 1 |
| 9 | ختم القالب الفولاذي للتبلور | تعيين | 1 |
| 10 | شريط الدمي (مصنوع من الفولاذ المقاوم للصدأ) | تعيين | 1 |
| 11 | لوحة وهمية | تعيين | 1 |
| 12 | جهاز توزيع مياه التبريد للمبلور | تعيين | 1 |
| 13 | جهاز تبريد ثانوي | تعيين | 1 |
| 14 | آلة السحب | تعيين | 1 |
| 15 | آلة قص المتابعة الهيدروليكية | تعيين | 1 |
| 16 | اللفائف الأساسية | تعيين | 2 |
| 17 | كابل مبرد بالماء لفرن الصهر | تعيين | 1 |
| 18 | النظام الهيدروليكي | مجموعة كاملة | 1 |
| 19 | نظام التحكم الكهربائي | مجموعة كاملة | 1 |
| 20 | تنظيم المحول (بدون تحميل، متدرج) لفرن الصهر | تعيين | 1 |
| 21 | تنظيم المحول (بدون تحميل، متدرج) لعقد الفرن | تعيين | 1 |
| 22 | جهاز حماية الغاز | تعيين | 1 |
| 23 | ميزان الحرارة لدرجة حرارة السطح | تعيين | 1 |
| 24 | أدوات خاصة لوحدة الآلة |
التعبئة والتغليف والشحن
![]()
![]()
التعليمات
1. من نحن؟
يقع مقرنا في مقاطعة جيانغسو، الصين، ونبدأ من عام 1998.
2. كيف يمكننا ضمان الجودة؟
دائما عينة ما قبل الإنتاج قبل الإنتاج الضخم؛
دائما التفتيش النهائي قبل الشحن؛
3. ماذا يمكنك أن تشتري منا؟
ماكينات المعادن والتعدين، آلة الصب المستمر للصلب، صناعة الصلب EPC، قطع غيار العجلات المستمرة
4. لماذا يجب أن تشتري منا وليس من موردين آخرين؟
نحن نقدم خدمات شاملة بما في ذلك الاستشارات الهندسية والتصميم الهندسي والمعدات وتوريد المواد والمعدات والمقاولات العامة لمشروع EPC وخدمات إدارة العمليات والتدريب.
5. ما هي الخدمات التي يمكننا تقديمها؟
شروط التسليم المقبولة: FOB، CFR، CIF، FCA، DAF؛
عملة الدفع المقبولة: الدولار الأمريكي، اليورو، اليوان الصيني؛
نوع الدفع المقبول: T/T، L/C، D/PD/A.