وصف المنتج
آلة صب المستمر للأعلى هي تقنية جديدة لإنتاج قضيب نحاس خال من الأكسجين، الأنابيب، والبلاط المسطح في طول ريبوت.إنتاج قضبان ونماذج نحاسية خالية من الأكسجين
انخفاض كمية الأكسجين. مقارنة مع بعض التكنولوجيا التقليدية. هذه الطريقة الجديدة هي أقل في استثمار رأس المال، سهلة التشغيل، الاقتصادية في الإنتاج.
إنتاج، مرنة في تغيير حجم الإنتاج لا زيادة إلى أي لحظة.
الكاثود النحاسي (اللوح) →أفران التشغيل ((ذوبان النحاس→التقليص→احتفاظ النحاس المنصهر) →الصب
الآلية الصب قضيب (النحاس يتبلور ويصبح صلب)→استخدام→إنتاج للبيعأو لمزيد من المعالجة.
Ⅰالمعلمات التقنية الرئيسية للمعدات
| 1 | فرن الصهر: | |
| 1.1 | إجمالي قدرة الفرن | 5.0T |
| 1.2 | السعة الفعلية للمخزن | 2.5T |
| 1.3 | فولتاج الفرن | 380 فولت |
| 1.4 | قوة الفرن | 600 كيلوواط |
| 1.5 | معدل الذوبان | 2 طن/ساعة |
| 1.6 | عامل الطاقة بعد التعويض: | 0.95-10 |
| 1.7 | عدد المراحل ونمط الاتصال للمحفز: |
اتصال سلسلة أحادي المرحلة |
| 1.8 | السعة الاسمية للمحول: |
المحول الذاتي المبرد بالماء 900KVA (380V خط دخول ، ثلاثي المراحل ، |
| 1.9 | وضع تبريد الملف: | التبريد بالماء |
| 1.10 | استهلاك مياه التبريد: | 5 م3/h |
| 1.11 | درجة حرارة الفرن القصوى: | 1500 درجة مئوية |
| 2 | قسم الفرن الحامل |
|
| 2.1 | السعة الفعلية للفور: | 4.0T |
| 2.2 | القدرة الفعلية للصب: | أقل من 85 ديسيبل |
| 2.3 | الجهد الاسمي: | 380 فولت |
| 2.4 | السلطة الاسمية: | 250 كيلوواط |
| 2.5 | السعة الاسمية للمحول: |
المحول الذاتي المبرد بالماء 400KVA (380 فولت خط دخول، ثلاثي المراحل، غير محملة (تحكم في الجهد الدوري). |
| 2.6 | عامل الطاقة بعد التعويض: | 0.95-10 |
| 2.7 | دقة التحكم في درجة الحرارة: | ± 8°C |
| 2.8 | درجة حرارة الفرن القصوى: | 1300 درجة مئوية |
| 2.9 | وضع تبريد الملف: |
التبريد بالماء |
| 3 | العفن | |
| 3.1 | العرض | 330- 500ملم |
| 3.2 | السماكة | 16-20ملم. |
| 3.3 | المواد | 1Cr18Ni9Ti الفولاذ المقاوم للصدأ، مغلفة بشجرة النحاس (مصنوعة من النحاس T2) |
| 4 | جهاز تبريد ثانوي | |
| 4.1 | استهلاك الماء: | 3m 3/h |
| 4.2 | ضغط الماء: | 0.2-0.3Mpa |
| 5 | آلة السحب | |
| 5.1 | القوة القصوى للدفع والسحب: | 50KN |
| 5.2 | السرعة: | السرعة: |
| 5.3 | الحد الأدنى لمدى السباق: |
0.1ملم |
| 5.4 | أقصر وقت استعداد | 0.01S |
| 5.5 | محرك خدمة التيار المتردد: | محرك سيمنس (11 كيلوواط) |
| 5.6 | سرعة الدوران الاسمية للمحرك: | 3000r/min |
| 5.7 | عزم دوران ثابت: | △Tw= 60K Mo (في 60) 70N-M |
| 6 |
آلة قشرة هيدروليكية ذات حفرة مزدوجة:
|
|
| 6.1 | قوة القص: | 600KN |
| 6.2 | سمك القص: | 20ملم |
| 6.3 | عرض القص: | 500ملم |
| 6.4 | سرعة القص: |
0-5 ملم/ثانية |
| 6.5 | ضربة القص: | 80ملم |
| 6.6 | الحد الأقصى لمسار متابعة آلة القص: | 200ملم |
| 7 | وحدة آلة الكوالير | |
| 7.1 | الطاقة: | 5.5 كيلوواط |
| 7.2 | سرعة الدوران: | 1420r/min |
| 7.3 | ضربة تحريك الكوالير: | 800ملم |
| 8 | محطة هيدروليكية | |
| 8.1 |
قوة المحرك للمحطة الهيدروليكية لفرن الصهر وفرن الاحتفاظ:
|
2 × 7.5 كيلوواط |
| 8.2 | قوة المحرك للمحطة الهيدروليكية لجهاز السحب: | 2 × 7.5 كيلوواط |
| 8.3 | قوة المحرك للمضخة الهيدروليكية لجهاز القص العلوي: |
2 × 11 كيلوواط
|
| 8.4 | قوة المحرك للضخة الهيدروليكية للملف: | 2 × 7.5 كيلوواط |
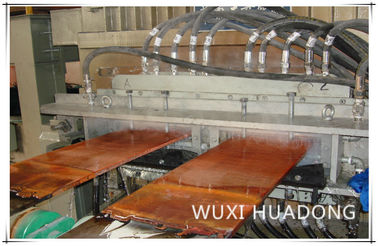
Ⅱالعملية
Burdening (Returns should be baled) → Smelting furnace → Chemical analysis → Heating up the sealed launder → Crystallizer → Primary cooling → Secondary cooling → Withdrawal machine → Shearing machine →Coiler
اختيار المواد الخام وفقًا لوثيقة العملية، وتحديد إجراءات التغذية وفقًا لنقاط انصهار العناصر المعدنية، ونسب حمولة الفرن،صعوبة الأكسدة وفقدان الحرق، وتحميل المواد الخام في فرن الصهر. عند الصهر، إضافة سمك معين من عامل تغطية في الفرن، والتي يجب أن تكون مكملة في الوقت المناسب.عندما يصل النحاس المنصهر داخل الفرن إلى درجة حرارة النقر، اختبار المختبر تكوين النحاس المنصهر داخل الفرن؛ قبل النقر، تنظيف تماما من الكلينكرات في النحاس المنصهر.الحفاظ على حوالي 800 كجم من النحاس المنصهر داخل الفرننقل النحاس المنصهر (المذوب ومعدل جيدًا في غرفة الذوبان) من خلال الغسالة المغلقة إلى فرن الاحتفاظ ، ومراقبة درجة حرارة النحاس المنصهر ،الحفاظ على النحاس المنصهر داخل فرن الاحتفاظ في درجة حرارة الصب وفي نطاق مستوى معينتحت تأثير المستوى ، يتدفق النحاس المنصهر إلى البلور ، ويتم تبليطه إلى شرائح النحاس من النوع الصفيحة من خلال التبريد الأولي بواسطة البلور.تحت السحب المستمر بواسطة آلة السحب، يتم تشكيل شكل الصفيحة المطلوبة. يتم تثبيت نظام تبريد ثانوي في منفذ الصفيحة ، ويمكن ضبط معدل تدفق مياه التبريد.الغرض الرئيسي من اتخاذ هذه التدابير المضادة هو ضمان درجة حرارة التبلور وكذلك استقرار معايير العملية، لضمان جودة المنتج. يتم سحب قطعة القضيب عن طريق الجرار ، ويمكن ضبط وقت السحب والتوقف والعودة إلى الوراء بواسطة الجرار باستمرار.يجب تحديد معيار التحكم الأمثل وتعديله في الوقت المناسب وفقًا للمواد المختلفة، المواصفات المختلفة وظروف جودة السطح. يتم التحكم في الرسم بواسطة برنامج PLC ، وتحقق من الإجراءات الدورية للرسم والتوقف والإعادة إلى الوراء.
![]()
![]()
![]()
Ⅲالمواصفات
1أنواع مواصفات الصب
* نوع الإنتاج: شريط سبيكة نحاسية ((Cu-Ni)
2مواصفات لفائف المنتج النهائي
2.1 عدد البطاقات: 1 شريط
2.2 عرض القلم: 380mm-500mm
2.3 سمك القرص: 60 ملم
2.4 القطر الداخلي للملف: الحد الأدنى Φ 600-800mm
2.5 قطر خارجية للفول: أقصى Φ1800mm
2.6 الوزن الأقصى للملف: 6000 كجم
3القيمة الضمانية للفارق في سمك القشرة
3.1 الفرق بين سمك القالب: <0.75mm ∼0.3 (بعد تعديل القالب)
3.2 الفرق الطويل في سمك القالب: <0.3mm (بعد تعديل القالب)
3.3 متوسط استهلاك الطاقة للذوبان في فرن الذوبان: 250-380 كيلوواط/طن
3.4 متوسط استهلاك الطاقة للحفاظ على درجة الحرارة في الفرن: 50-80 كيلوواط/طن
3.5 القوة القصوى للدفع والسحب: 50KN
3نطاق سرعة الدفع والسحب: 1.5-70mm/s
3.7 متوسط سرعة الصب القصوى: 300mm/min
3.8 القوة القصوى للقياس الهيدروليكي: 600KN
3.9 سرعة لف الملف: 750mm/min
Ⅳقائمة أجزاء المعدات
| لا، لا، لا | اسم المعدات | الوحدة | كمية السنوات |
| 1 | أفران صهارة حرارية ذات تردد خطي (بما في ذلك خندق الصهارة ومواد البناء) | مجموعة | 1 |
| 2 | القلب الحديدي، وعلبة المياه ولفل من فرن الصهر | مجموعة | 1 |
| 3 | تنديش | مجموعة | 1 |
| 4 | فرن الحث على الحفاظ على التردد (بما في ذلك خندق الصهر ومواد البناء) | مجموعة | 1 |
| 5 | القلب الحديدي، و غطاء المياه و لفّ فرن الاحتفاظ | مجموعة | 1 |
| 6 | القالب لمبنى الغطاء | مجموعة | 1 |
| 7 | البلورات | مجموعة | 2 |
| 8 | قالب الجرافيت | مجموعة | 1 |
| 9 | طلاء الصلب للختم للمبلور | مجموعة | 1 |
| 10 | قضيب مزيف (من الفولاذ المقاوم للصدأ) | مجموعة | 1 |
| 11 | لوحة مزيفة | مجموعة | 1 |
| 12 | جهاز توزيع مياه التبريد للمبلور | مجموعة | 1 |
| 13 | جهاز تبريد ثانوي | مجموعة | 1 |
| 14 | آلة السحب | مجموعة | 1 |
| 15 | آلة القص الهيدروليكية | مجموعة | 1 |
| 16 | طوافة بلا قلب | مجموعة | 2 |
| 17 | كابل تبرد بالماء لفرن الصهر | مجموعة | 1 |
| 18 | نظام هيدروليكي | مجموعة كاملة | 1 |
| 19 | نظام التحكم الكهربائي | مجموعة كاملة | 1 |
| 20 | محولات تنظيم (بدون حمولة، بخطوات) لفرن الصهر | مجموعة | 1 |
| 21 | محول تنظيم (بدون حمولة، على خطوة) للحفاظ على الفرن | مجموعة | 1 |
| 22 | جهاز حماية الغاز | مجموعة | 1 |
| 23 | مقياس حرارة السطح | مجموعة | 1 |
| 24 | أدوات خاصة لوحدة الآلة |
التعبئة والشحن
![]()
![]()
الأسئلة الشائعة
1من نحن؟
نحن مقرها في جيانغسو، الصين، بدءا من عام 1998.
2كيف نضمن الجودة؟
دائما عينة ما قبل الإنتاج قبل الإنتاج الضخم.
دائماً التفتيش النهائي قبل الشحن
3ماذا يمكنك شراء منا؟
آلات المعادن والمعادن، آلة الصب المستمر للصلب، EPC صناعة الصلب، قطع غيار للطائرات المستمرة
4لماذا يجب أن تشتري منا وليس من الموردين الآخرين؟
نحن نقدم خدمات شاملة بما في ذلك الاستشارات الهندسية، التصميم الهندسي والمعدات، إمدادات المواد والمعدات، التعاقدات العامة لمشاريع EPC،خدمات إدارة العمليات والتدريب.
5ما هي الخدمات التي يمكننا تقديمها؟
شروط التسليم المقبولة: FOB,CFR,CIF,FCA,DAF
العملة المقبولة للدفع:الدولار الأمريكي، اليورو، الجنيه الصيني.
نوع الدفع المقبول: T/T،L/C،D/P D/A.