كوبر النحاس لوحة بلاطة برونزية ورقة آلة الصب المستمر كفاءة عالية
معالجة:
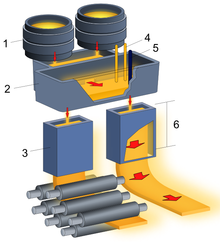
يتم استغلال المعدن المنصهر في مغرفة من الأفران. بعد الخضوع لأي علاجات مغرفة ، مثل السبائك وإزالة التفريغ ، والوصول إلى درجة الحرارة الصحيحة ، يتم نقل المغرفة إلى أعلى آلة الصب. عادة ما تجلس المغرفة في فتحة على برج دوار في آلة الصب. توجد مغرفة واحدة في الوضع "on-cast" (تغذية آلة الصب) بينما يتم إعداد الأخرى في وضع "off-cast" ، ويتم تبديلها إلى وضع casting عندما تكون المغرفة الأولى فارغة.
من مغرفة ، يتم نقل المعدن الساخن عبر كفن (أنبوب) الحرارية إلى حمام القابضة يسمى tundish . يسمح اللولب لخزان معدني بتغذية آلة الصب أثناء تبديل المغرفات ، وبالتالي يعمل كعازل من المعدن الساخن ، بالإضافة إلى تجانس التدفق ، وتنظيم تغذية المعدن إلى القوالب وتنظيف المعدن (انظر أدناه).
يتم صرف المعدن من التندري من خلال كفن آخر في الجزء العلوي من قالب من النحاس مفتوح القاعدة. يمكن أن يتراوح عمق القالب من 0.5 إلى 2 متر (20 إلى 79 بوصة) ، اعتمادًا على سرعة الصب وحجم القسم. يتم تبريد القالب بالماء لتصلب المعدن الساخن مباشرة عند التلامس معه ؛ هذه هي عملية التبريد الأساسية . كما أنها تتأرجح عموديًا (أو في مسار منحني عمودي بالقرب) لمنع الالتصاق المعدني بجدران القالب. يمكن أيضًا إضافة مادة تشحيم إلى المعدن الموجود في القالب لمنع الالتصاق ، واحتجاز أي جزيئات خبث - بما في ذلك جزيئات الأكسيد أو المقياس - التي قد تكون موجودة في المعدن وإحضارها إلى أعلى البركة لتشكيل طبقة عائمة من الخبث. غالبًا ما يتم ضبط الكفن بحيث يخرجه المعدن الساخن أسفل سطح طبقة الخبث في القالب ويسمى بالتالي فوهة دخول مغمورة (SEN). في بعض الحالات ، لا يجوز استخدام الأكفان بين اللثة والعفن. في هذه الحالة ، تقوم فوهات القياس القابلة للتبديل في قاعدة التندري بتوجيه المعدن إلى القوالب. بعض تخطيطات الصب المستمر تغذي عدة قوالب من نفس اللون.
في القالب ، تصلب قشرة رقيقة من المعدن بجانب جدران القالب صلبة قبل أن يخرج القسم الأوسط ، الذي يُطلق عليه الآن حبلا ، قاعدة القالب في حجرة الرش. الجزء الأكبر من المعدن داخل جدران الالة لا يزال منصهر. يتم دعم الشريط على الفور بواسطة بكرات متباعدة عن قرب ومبردة بالمياه والتي تدعم جدران الشريط مقابل الضغط الحديدي (مقارنة الضغط الهيدروستاتيكي ) للسائل الذي لا يزال صلبًا داخل الشريط. لزيادة معدل التصلب ، يتم رش الشريط بكمية كبيرة من الماء أثناء مروره في غرفة الرش ؛ هذه هي عملية التبريد الثانوية . قد يحدث التصلب النهائي للحبلا بعد خروج الحجرة من غرفة الرش.
وهنا قد يختلف تصميم آلات الصب المستمرة. هذا يصف آلة صب "المنحنى المنحني" ؛ وتستخدم التكوينات العمودية أيضا. في آلة صب المريلة المنحنية ، يخرج الشريط القالب رأسيًا (أو على مسار منحني عمودي قريب) وبينما ينتقل عبر حجرة الرش ، تنحني الأسطوانة تدريجياً إلى الشريط الأفقي. في آلة الصب العمودية ، تبقى الشريط عموديًا أثناء مروره في غرفة الرش. يمكن أن تكون القوالب في آلة صب ساحة المنحنية مستقيمة أو منحنية ، اعتمادًا على التصميم الأساسي للماكينة.
في آلة الصب الأفقية الحقيقية ، يكون محور القالب أفقيًا وتدفق الصلب أفقياً من السائل إلى القشرة الرقيقة إلى الصلبة (بدون ثني). في هذا النوع من الماكينات ، يتم استخدام إما ذبذبة حبلا أو العفن لمنع الالتصاق بالقالب.
بعد الخروج من حجرة الرش ، تمر الشرائط من خلال لفات التسوية (إذا تم صبها بخلاف آلة رأسية) ولف السحب. قد يكون هناك حامل لفافة ساخنة بعد السحب للاستفادة من حالة المعدن الحار لتشكيل الشريط النهائي مسبقًا. أخيرًا ، يتم تقطيع الخيوط إلى أطوال محددة مسبقًا بواسطة مقصات ميكانيكية أو بواسطة مشاعل أوكسي أسيتيلين ، ويتم تحديدها لتحديدها ، ويتم نقلها إما إلى مخزون أو إلى عملية التشكيل التالية.
في كثير من الحالات ، قد يستمر الشريط من خلال بكرات إضافية وآليات أخرى قد تتسطح أو تدحرج أو تطرد المعدن إلى شكله النهائي.

تعريف عن الشركة
Wuxi East China Furnace Co.، Ltd هي شركة متخصصة في تصنيع آلات المعادن ، قادرة على توفير تصميم المعدات والتصنيع والتركيب والتكليف. مصنعنا متخصص في إنتاج جميع أنواع آلات الصب المستمر بنصف قطر من 3 أمتار إلى 13 مترًا ، مثل البليت الدائرية ، البليت المربعة والبلاطات.




وشى شرق الصين فرن المحدودة
واتس اب: 86 139 2112 5611
joey@wxhddl.cn