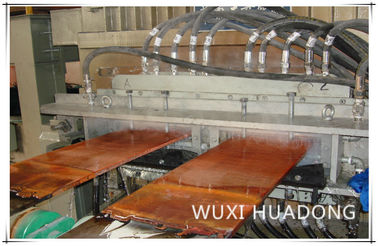
آلة الصب المستمر الأفقية للنحاس ، القصدير الفوسفور البرونزي الشريط الخام CCM
Ⅰ .. المعايير الفنية الرئيسية للمعدات:
| 1 | فرن الصهر: |
| 1.1 | إجمالي سعة الفرن | 5.0T |
| 1.2 | القدرة الفعالة للفرن | 2.5T |
| 1.3 | الجهد الفرن | 380V |
| 1.4 | قوة الفرن | 600KW |
| 1.5 | معدل الانصهار | 2T / ساعة |
| 1.6 | عامل الطاقة بعد التعويض: | ،95-1،0 |
| 1.7 | عدد مراحل ووضع اتصال من مغو: | مرحلة واحدة سلسلة اتصال |
| 1.8 | القدرة المقدرة للمحول: | المحولات الأوتوماتيكية المبردة بالماء 900KVA (خط وارد 380V ، ثلاث مراحل ، |
| 1.9 | وضع التبريد لفائف: | مياه التبريد |
| 1.10 | استهلاك مياه التبريد: | 5 م 3 / س |
| 1.11 | أقصى درجة حرارة الفرن: | 1500 ℃ |
| 2 | عقد قسم الفرن | |
| 2.1 | القدرة الفعالة للفرن: | 4.0T |
| 2.2 | قدرة صب فعالة: | أقل من 85 ديسيبل |
| 2.3 | الفولطية: | 380V |
| 2.4 | القوة المصنفة : | 250KW |
| 2.5 | القدرة المقدرة للمحول: | 400KVA المحولات الأوتوماتيكية المبردة بالماء (380V خط وارد ، ثلاث مراحل ، لا تحميل صعدت تنظيم الجهد). |
| 2.6 | عامل الطاقة بعد التعويض: | ،95-1،0 |
| 2.7 | دقة التحكم في درجة الحرارة: | ± 8 ℃ |
| 2.8 | أقصى درجة حرارة الفرن: | 1300 ℃ |
| 2.9 | وضع التبريد لفائف: | مياه التبريد |
| 3 | قالب | |
| 3.1 | عرض | 330 - 500 ملم |
| 3.2 | سماكة | 16-20mm. |
| 3.3 | مواد | 1Cr18Ni9Ti الفولاذ المقاوم للصدأ ، تصطف مع شجيرة النحاس (مصنوعة من النحاس T2) |
| 4 | جهاز تبريد ثانوي | |
| 4.1 | استهلاك الماء: | 3 م / / س |
| 4.2 | ضغط المياه: | 0.2-0.3Mpa |
| 5 | آلة السحب | |
| 5.1 | أقصى قوة دفع وسحب: | 50KN |
| 5.2 | سرعة: | سرعة: |
| 5.3 | الحد الأدنى من نطاق السكتة الدماغية: | 0.1MM |
| 5.4 | أقصر وقت الانتظار | 0.01S |
| 5.5 | محرك سيرفو AC: | محرك سيمنز (11 كيلو وات) |
| 5.6 | سرعة الدوران المقدرة للمحرك: | 3000R / دقيقة |
| 5.7 | عزم الدوران الثابت: | △ Tw = 60K Mo (في 60) 70N-M |
| 6 | آلة قص القص الهيدروليكية العلوية المزدوجة: |
| 6.1 | قوة القص: | 600KN |
| 6.2 | سمك القص: | 20MM |
| 6.3 | عرض القص: | 500MM |
| 6.4 | سرعة القص: | 0- 5 مم / ثانية |
| 6.5 | السكتة الدماغية القص: | 80MM |
| 6.6 | أقصى متابعة السكتة الدماغية من آلة القص: | 200MM |
| 7 | وحدة آلة اللف | |
| 7.1 | قوة: | 5.5KW |
| 7.2 | سرعة الدوران: | 1420r / دقيقة |
| 7.3 | السكتة الدماغية النزوح السكتة الدماغية: | 800MM |
| 8 | محطة هيدروليكية | |
| 8.1 | قوة المحرك للمحطة الهيدروليكية لفرن الصهر وعقد الفرن: | 2 × 7.5KW |
| 8.2 | قوة المحرك من محطة هيدروليكية لآلة السحب: | 2 × 7.5KW |
| 8.3 | قوة المحرك مضخة هيدروليكية لآلة القص العلوي: | 2 × 11KW |
| 8.4 | قوة المحرك مضخة هيدروليكية للملف: | 2 × 7.5KW
|
Ⅱ. معالجة:
العبء (يجب أن يكون العائد بالات) ← فرن الصهر ← تحليل كيميائي ← تسخين الغسالة المغلقة ← Crystallizer ← تبريد أولي ← تبريد ثانوي ← آلة سحب ← آلة قص ← coiler
حدد المواد الخام وفقًا لوثيقة العملية ، وحدد إجراء التغذية وفقًا لنقاط انصهار العناصر المعدنية ، ونسب عبء الأفران ، وصعوبة فقدان حرق الأكسدة ، وشحن المواد الخام إلى فرن الصهر ؛ عند الصهر ، أضف سمكًا معينًا لعامل التغطية في الفرن ، والذي يجب إضافته في الوقت المناسب ؛ عندما يصل النحاس المصهور داخل الفرن إلى درجة حرارة التنصت ، اختبر معملًا تكوين النحاس المصهور داخل الفرن ؛ قبل التنصت ، قم بتنظيف الكلنكر بالكامل بالنحاس المصهور ؛ بعد النقر على كل فرن ، احتفظ بحوالي 800 كجم من النحاس المصهور داخل الفرن ، ككتلة البدء. قم بنقل النحاس المصهور (المصهور والمعدّل جيدًا في حجرة الصهر) من خلال الغسيل المختوم إلى فرن القابضة ، والتحكم في درجة حرارة النحاس المصهور ، والحفاظ على النحاس المصهور داخل فرن التعليق عند درجة حرارة الصب وفي نطاق مستوى معين. تحت تأثير المستوى ، يتدفق النحاس المصهور إلى المبلور ، ويتحول إلى بلورة نحاسية من نوع اللوحة من خلال التبريد الأولي بواسطة المبلور. تحت السحب المستمر بواسطة آلة السحب ، يتم تشكيل لوح اللوحة بالشكل المطلوب. يتم تثبيت نظام التبريد الثانوي في منفذ لوحة البليت ، ومعدل تدفق مياه التبريد قابل للتعديل. الغرض الرئيسي من اعتماد تدابير التحكم هذه هو ضمان درجة حرارة التبلور وكذلك تثبيت معلمات العملية ، وذلك لضمان جودة المنتج. يتحقق سحب البليت الشريطي عن طريق السحب ، ووقت الرسم والتوقف والعكس بالدفع بواسطة السحب قابل للتعديل بشكل مستمر. يجب تحديد معامل التحكم الأمثل وتعديله في الوقت المناسب وفقًا للمواد المختلفة والمواصفات المختلفة وظروف جودة السطح. يتم التحكم في السحب بواسطة برنامج PLC ، مما يحقق الإجراءات الدورية للرسم والتوقف والدفع العكسي.
Ⅲ. مواصفات:
1. أنواع مواصفات الصب
* إنتاج متنوعة: شريط سبائك النحاس (Cu-Ni) الشريط
2. مواصفات المنتج النهائي لفائف
2.1 عدد من القضبان: 1 شرائط
2.2 بيليه العرض: 380 مم -500 مم
2.3 سمك البليت: 60 مم
2.4 القطر الداخلي للفائف: Φ 600- 800mm على الأقل
2.5 القطر الخارجي للملف: أقصى Φ1800mm
2.6 الحد الأقصى لوزن الملف: الحد الأقصى: 6000 كجم
3. ضمان قيمة الفرق سمك البليت
3.1 اختلاف سماكة المستعرض من البليت: 5 0.75 مم — 0.3 (بعد تعديل القالب)
3.2 فرق سمك طولية من البليت: <0.3 مم (بعد تعديل القالب)
3.3 متوسط استهلاك الطاقة للصهر بواسطة فرن الصهر: 250-380kwh / t
3.4 متوسط استهلاك الطاقة للحفاظ على درجة الحرارة عن طريق عقد الفرن: 50-80kwh / طن
3.5 أقصى قوة دفع وسحب: 50KN
3.6 دفع وسرعة مجموعة السرعة: 1.5-70mm / ثانية
3.7 متوسط الحد الأقصى لسرعة الصب: 300MM / دقيقة
3.8 أقصى قوة قص للقص الهيدروليكي: 600KN
3.9 سرعة اللف للملف: 750 مم / دقيقة
Ⅳ. قائمة أجزاء المعدات
| لا. | اسم الجهاز | وحدة | الكمية |
| 1 | فرن صهر الحث بتردد الخط (بما في ذلك أخدود الصهر ومواد بناء البطانة) | جلس | 1 |
| 2 | الحديد الأساسية ، سترة المياه ولفائف فرن الصهر | جلس | 1 |
| 3 | Tundish | جلس | 1 |
| 4 | فرن الحث بتردد الخط (بما في ذلك أخدود الصهر ومواد بناء البطانة) | جلس | 1 |
| 5 | الحديد الأساسية ، سترة المياه ولفائف عقد الفرن | جلس | 1 |
| 6 | قالب لبناء بطانة | جلس | 1 |
| 7 | عاء التبلور | جلس | 2 |
| 8 | العفن الجرافيت | جلس | 1 |
| 9 | ختم القالب الصلب من التبلور | جلس | 1 |
| 10 | شريط دمية (مصنوع من الفولاذ المقاوم للصدأ) | جلس | 1 |
| 11 | لوحة وهمية | جلس | 1 |
| 12 | جهاز توزيع مياه التبريد لمبلور | جلس | 1 |
| 13 | جهاز تبريد ثانوي | جلس | 1 |
| 14 | آلة السحب | جلس | 1 |
| 15 | آلة قص هيدروليكية للمتابعة | جلس | 1 |
| 16 | اللف coreless | جلس | 2 |
| 17 | كابل تبريد بالماء لصهر الفرن | جلس | 1 |
| 18 | النظام الهيدروليكي | مجموعة كاملة | 1 |
| 19 | نظام التحكم الكهربائي | مجموعة كاملة | 1 |
| 20 | تنظيم المحولات (بدون تحميل ، صعدت) لفرن الصهر | جلس | 1 |
| 21 | تنظيم المحولات (بدون تحميل ، صعدت) لعقد الفرن | جلس | 1 |
| 22 | جهاز حماية الغاز | جلس | 1 |
| 23 | ميزان الحرارة درجة الحرارة السطحية | جلس | 1 |
| 24 | أدوات خاصة لوحدة الآلة | | |
وشى شرق الصين فرن المحدودة
No.3 Bashi Furong Industrial Park ، منطقة شيشان ، مدينة ووشى ، مقاطعة جيانغسو ، الصين
شخص الاتصال: Joey.Wong
Tel: +86 510 83788308
الفاكس: +86 510 83786308
Mob: +86 139 2112 5611
وشات: 86 139 2112 5611
واتس اب: 86 139 2112 5611
joey@wxhddl.cn
 يجب أن تكون رسالتك بين 20-3000 حرف!
يجب أن تكون رسالتك بين 20-3000 حرف!